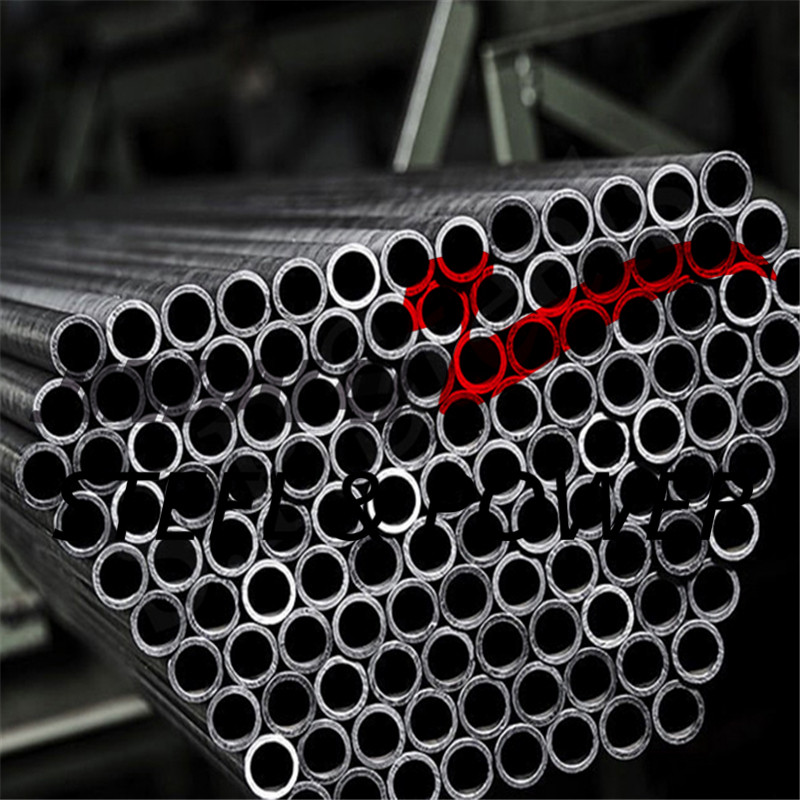
Belangrijkste kenmerken van een zeer nauwkeurige heldere buis
Hoge nauwkeurigheid, uitstekende helderheid, roestvrij, geen oxidatielaag, geen scheuren of andere defecten, hoge reinheid van de binnenwand. De hogedruk koolstofstalen buizen zijn bestand tegen hoge druk, vertonen geen vervorming na koudbuigen en geen scheuren na het uitbuigen en afvlakken. Complexe geometrische vormen en bewerkingen zijn mogelijk.
Belangrijkste toepassing van zeer nauwkeurige heldere buizen
Precisiebuizen voor hydraulische systemen, auto's, dieselmotoren, machines en andere toepassingen die hoge precisie, reinheid en uitstekende mechanische eigenschappen vereisen.
EN 10305-1 Chemische samenstelling (%)
| StaalsoortNaam | StaalNummer | C(% max) | Si(% max) | Mn(% max) | P(% max) | S(% max) |
| E215 | 1.0212 | 0,10 | 0,05 | 0,70 | 0,025 | 0,015 |
| E235 | 1.0308 | 0,17 | 0,35 | 1.20 | 0,025 | 0,015 |
| E355 | 1.0580 | 0,22 | 0,55 | 1.60 | 0,025 | 0,015 |
EN 10305-1 Mechanische en technologische eigenschappen
| Vloeigrens(min MPa) | Treksterkte(min MPa) | Verlenging(min %) |
| 215 | 290-430 | 30 |
| 235 | 340-480 | 25 |
| 355 | 490-630 | 22 |
Leveringsvoorwaarde EN 10305-1
| Termijn | Symbool | Uitleg |
| Koudgewalst/hard (koud afgewerkt zoals getrokken) | BK | Na het laatste koudvormingsproces vindt er geen warmtebehandeling meer plaats. De buizen hebben daardoor slechts een lage vervormbaarheid. |
| Koudgewalst/zacht (licht koudbewerkt) | BKW | Na de laatste warmtebehandeling volgt een lichte nabewerking (koudtrekken). Met de juiste vervolgbewerkingen kan de buis binnen bepaalde grenzen koudgevormd worden (bijvoorbeeld gebogen, uitgezet). |
| Gegloeid | GBK | Na het laatste koudvormingsproces worden de buizen gegloeid in een gecontroleerde atmosfeer of onder vacuüm. |
| Genormaliseerd | NBK | De buizen worden gegloeid boven het bovenste transformatiepunt in een gecontroleerde atmosfeer of onder vacuüm. |
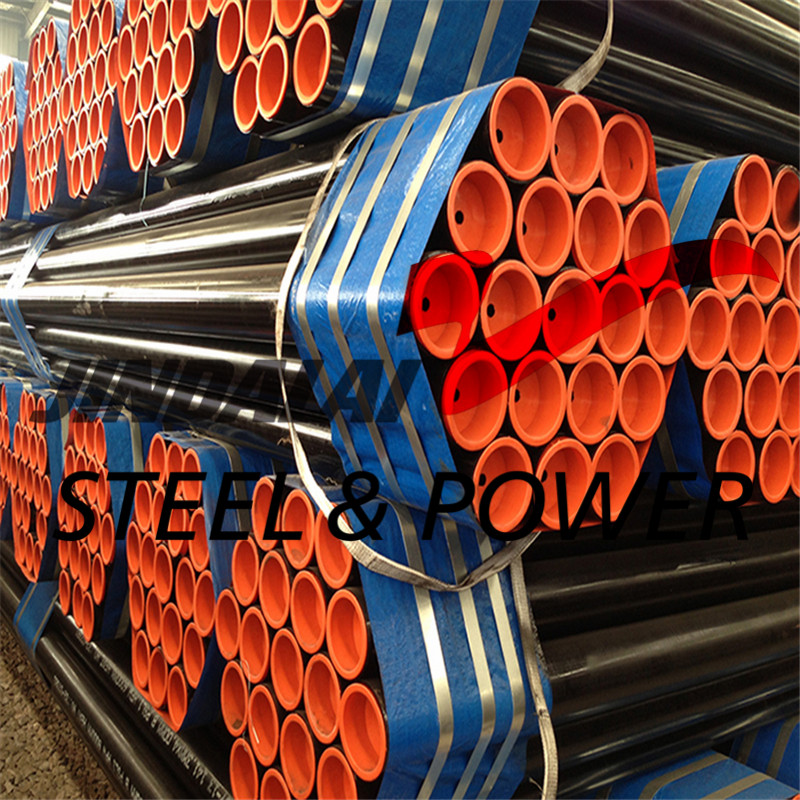
Specificaties van een zeer nauwkeurige heldere buis
| Productnaam | Naadloze stalen buis |
| Materiaal | GR.B, ST52, ST35, ST42, ST45, X42, X46, X52, X56, X60, X65, X70, SS304, SS316 enz. |
| Maat | Afmetingen: 1/4" tot 24" Buitendiameter: 13,7 mm tot 610 mm |
| Standaard | API5L, ASTM A106 Gr.B, ASTM A53 Gr.B, ANSI A210-1996, ANSI B36.10M-2004, ASTM A1020-2002,ASTM A179-1990, BS 3059-2, DIN 17175, DIN 1630, DIN 2448,ASTM A106-2006, 10#-45#, A53-A369, A53 (A, B), A106 (B, C), A179-C, ST35-ST52 |
| Certificaten | API5L, ISO 9001:2008, SGS, BV, CCIC |
| Wanddikte | SCH10, SCH20, SCH30, STD, SCH40, SCH60, SCH80, SCH100 SCH120, SCH160, XS, XXS |
| Oppervlaktebehandeling | zwarte verf, vernis, olie, gegalvaniseerd, anticorrosiecoatings |
| Markering | Standaard markering, of volgens uw wensen. Markeringmethode: Witte verf spuiten. |
| Pijpeinden | Gladde uiteinden kleiner dan 2 inch. Afgeschuinde uiteinden van 2 inch en groter. Plastic dopjes (kleine buitendiameter), ijzeren beschermkap (grote buitendiameter). |
| Pijplengte | 1. Enkele willekeurige lengte en dubbele willekeurige lengte. 2. SRL: 3M-5.8M DRL: 10-11.8M of lengte zoals door de klant gewenst 3. vaste lengte (5,8 m, 6 m, 12 m) |
| Verpakking | Losse verpakking; verpakt in bundels (max. 2 ton); gebundelde buizen met twee hijsbanden aan beide uiteinden voor eenvoudig laden en lossen; uiteinden met plastic doppen; houten kisten. |
| Test | Chemische analyse, mechanische eigenschappen, technische eigenschappen, inspectie van de buitenafmetingen, hydraulische testen, röntgenonderzoek. |
| Sollicitatie | Vloeistoftransport; Constructiebuizen; Hogedruk- en lagedrukketelbuizen; Naadloze stalen buizen voor petroleumkraking; Olieleidingen; Gasleidingen. |
Detailtekening


-
A106 GrB Naadloze voegbuizen van staal voor palen
-
A312 TP316L roestvrijstalen buis
-
API5L koolstofstalen buis / ERW-buis
-
ASME SA192 ketelbuizen/A192 naadloze stalen buizen
-
ASTM A312 Naadloze roestvrijstalen buis
-
ASTM A335 gelegeerd stalen buis 42CRMO
-
ASTM A53 Grade A & B stalen buis ERW-buis
-
FBE-buis/epoxygecoate stalen buis
-
Zeer nauwkeurige stalen buis
-
SSAW stalen buis/spiraalgelaste buis
-
Roestvrijstalen buis